RF Cable Assembly Equipment & Tools
Contents
1. Introduction
2. Part1 Tools for RF cable assembly
3. Part2 Cable Assembly for a N-type connector
4. Part3 Jigs/Fixture Manufacturers
Cable assembly plays an important role in today's electronics (more so in telecommunications) industry, specifically when it comes to assembling the RF cables. There is a variety of RF cables and connectors available in the market, which constitute the essential ingredients for cable assemblies. For a discussion on varieties of RF cables and connectors available in the market today, please refer to our articles on RF cables and connector at our website: www.rfcables.org. An important aspect of cable assembly, even in today's age of automation, is the availability of skilled and proficient technicians, who perform this task (seen sometimes, more as a work of art!) of cable assembly. In as much as the availability of better tools and accessories (jigs etc), their contribution needs to be acknowledged for the success of a RF communication system, which uses these RF cable assemblies.
This article describes the process of cable assembly in three parts:
Part 1: Describes the different tools used for RF cable assembly. These include crimping tools, wire strippers, torque wrenches etc
Part 2: Discuss assembly process in detail for a popular connector, say N type, and present the relevant assembly instructions.
Part 3: Will refer some of the popular tools/jigs manufacturer in the industry.
A variety of tools are needed for RF cable assembly, but the three most widely used are:
-
Crimping tool
-
Wire Stripper
-
Cutting blade
There are many tool manufacturers available in the market, specific to the needs of RF cable assembly. However, we will discuss the functional aspects and the usage of these tools; and wherever possible, refer from the manufacturer's catalogue.
A crimp tool looks like this -
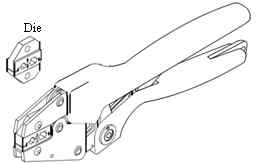
Fig. A crimp tool
This is a ratchet-crimping tool used for cable assembly, which has one fixed jaw and one moveable jaw. The built-in ratchet ensures a clean and complete crimp and comparatively with less hand force as compared to conventional tools. It has a detachable die (shown separately in the above figure), which can be easily removed or attached to the crimp tool. The die consists of crimping drive pins, which are specifically designed, to be used on ferrules and inner conductor of a cable with varying diameter sizes. Therefore, we have different die available for using it with the crimp tool for different cable size assemblies.
For studying the functional aspects of a crimp tool, we refer to 'Pro-Crimper III' hand tool from Tyco Electronics (www.tycoelectronics.com). This crimp tool is designed to be used for field installation, repair, maintenance or prototyping applications. The various parts of this tool is explained in the diagram below.

Fig. Different parts of the crimp tool
Crimping operation
Before proceeding with the crimping process, it should be ensured that the cable and the plug are compatible. Please refer to the manufacturer's instructions at their website.

Fig. Crimp tool kit with assorted accessories
Crimping tool and its accessories are available in kit form, such as the one shown above.


Fig. Professional grade crimp tool with individual die with different cavity sizes
Coaxial cable stripper tool with adjustable blades is used to strip cables such as RG11, RG213, and RG214 cables.
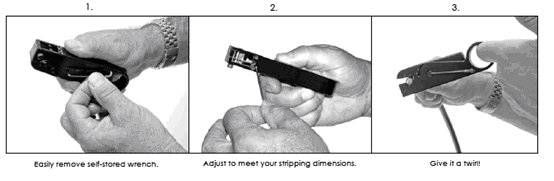
Fig. A cable stripper with adjustable blades
Stripping of the outer jacket, braid and the insulator is performed in two or three steps. First, the dimensions are marked on the cable and the cable positioned inside the tool. Two to three incisions are made on the surface by rotating the stripper around the cable body to ensure that the stripped material is severed cleanly.
The process of adjusting the tool to the stripping dimensions is done using a wrench and then using the tool to strip the tool. This explained in the diagrams shown below.
There are other types of cable preparation tool, which can be used to strip the outer jacket and the dielectric and also removes the burrs from the center conductor. Some of these tools are shown below.
Fig. This tool cuts jacket and dielectric from the center conductor. It can be used to scrape the bonded dielectric, and burs from the center conductor.
Another type of cable stripper used for LMR-400 cable is shown below.

Fig. This tool strips the jacket, braid and the dielectric in one step, and comes with replacement cartridges configured for specific LMR-400 cable connector.
A wire cutter is used to cut the center conductor and stranded wire. A wire cutter tool is shown below.
Fig. Some of the wire cutters available in the market
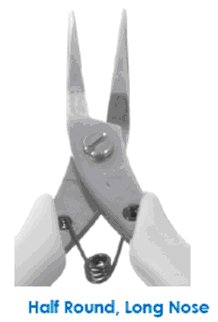
Other than these, a nose plier is handy tool used during the cable assembly. It may be used to access and adjust components in confined space to bending and straightening of contact, pins etc. A long nose half round type of a plier is shown below.
A variety of stripper tools (as mentioned above) and accessories are available from www.rfindustries.com.
This brings us to the end of the discussion of tools and accessories used in a typical cable assembly. This should not be taken as an exhaustive list, but a general guide to popular tools being used in the industry.
N-type connectors are widely used in RF industry upto 11 GHz frequency of operation. Their popularity stems from the fact that it not only performs electrically in different environments (field, lab, outdoor), but also has rugged and durable physical and mechanical characteristics.
We will discuss the two popular ways of assembling an N-type cable that of: 'Crimping' and 'Soldering' methods. We will also mention briefly about 'Clamp' type N cable assembly and semi-rigid cable assembly.
Crimp type N-Cable Assembly
The following table shows some of the popular crimp type of N-cable assemblies.
|
Connector type |
Cable type RG-/U |
Strip dimensions in mm |
Hex Crimp Data |
|
‘a’ |
‘b’ |
'c' |
Cavity for contact |
Cavity for outer ferrule |
|
N plug |
RG9, RG214 |
13.5 |
6 |
3.5 |
2.5 |
10.9 |
|
N plug |
RG8, RG213 |
13.5 |
6 |
3.6 |
2.5 |
10.9 |
|
N plug |
LMR400< |
13.7 |
6.4 |
4.0 |
2.9 |
10.9 |
There are many more combinations possible by choosing from the N-type connector options (such as N angle plug, bulkhead jack) or different cable options available (such as RG142, RG225, RG393 etc). For simplicity, we will restrict our discussion to the process of assembling a simple N plug connectorized RG9 cable.
Assembly process:
The assembly process begins with the identifying the different parts of the connector and cable preparation. Let us examine these in some more detail. First, we take the N plug connector.
The N Plug
The N plug consists of three main components: (1) the outer ferrule (2) the contacts, and, (3) the body assembly, as shown in the figure below.
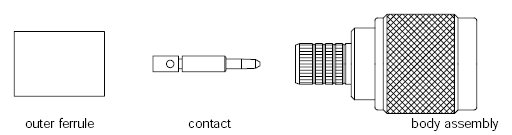
Fig. Parts of the N Plug
The dimensions of 'a', 'b', and 'c' as mentioned in the table, pertains to the dimensions of the cable, after it has been cut and stripped. Dimension 'a' refers to the length of outer jacket stripped from the tip of the center conductor, 'b' refers to the length of outer braided conductor stripped and cut from the tip of the center conductor, and 'c' refers to the length of the dielectric insulator cut from the tip of the center conductor. This is shown in the figure below.

Fig. Preparation of the cable
A suitable stripper tool is used to form the cable under assembly by cutting and stripping the outer jacket, the braid and the dielectric off the center conductor. Having the proper tool in the hands of a trained technician ensures a clean, sharp and square cut (note that there are no stray braid wire or 'burs' sticking out, or the dielectric insulator is not deformed, and all the cut surfaces present a smooth right angle vertical plane to the cable axis. It is to be noted, that, in the crimping method, tinning of the center conductor (of the cable) is not required, it is tinned (without exerting excessive heat) only when the solder method is used to join the center conductor with the connector's center contact.
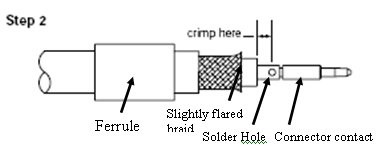
Fig. Crimping the contact on the center conductor
In the next step, the connector contact is slid onto the center conductor till its base touches the insulator and in flush with it. The solder hole maybe used to inspect the center conductor sitting inside the contact. The ferrule is inserted over the cable and placed near the braid as shown in the figure. The braid is flared slightly to facilitate the sliding of the ferrule over it, in the next step. Next, using the crimp tool and selecting the right die (smaller diameter die cavity) fitted to the tool, crimp the contact to the center conductor, at the location indicated in the above figure. Alternatively, the contact maybe soldered to the center conductor through the solder hole. Care should be taken not to spill the solder on the outer surface of the contact.

Fig. Crimping the ferrule over the cable assembly
The cable body is, first installed inside the connector body, so that the ferrule rests on the exposed braided portion of the cable body and covers it completely. Using the right cavity size die (bigger in diameter) assembled into the crimp tool, crimp the ferrule over the braided area, at a location as shown in the figure above.
This completes the N Plug cable assembly using crimping method.
Clamp type N type Cable Assembly
In clamp type N connector cable assembly, the composition of the N connector is different from the crimp type N plug. A typical clamp type N plug consists of different parts, namely, (1) a nut, (2) a washer, (3) a gasket, (4) a clamp, (5) a male contact, and (6) the plug body. This is shown in the figure below.
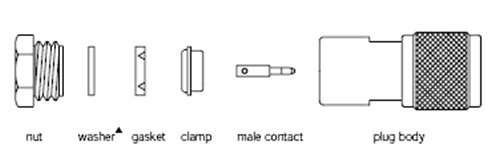
Fig. Different parts of clamp type N plug body assembly
We will present some of the typical clamp type N cable assembly by choosing popular cable types such as RG58, RG141 etc with connector options such as N plug, N bulkhead jack etc. The specific dimensions to which the cable has to be prepared, are mentioned under 'a' and 'c' of the following table. 'a' refers to the length of the outer jacket cut from the tip of the center conductor and 'c' refers to the length of the insulator cut from the tip of the center conductor.
|
Connector type |
Cable type RG-/U |
Strip dimensions in mm |
|
‘a’ |
‘c’ |
|
N plug |
RG58, RG141, RG142 |
9.9 |
5.2 |
|
N plug |
RG8, RG213, RG214 |
8.0 |
4.5 |
|
N plug |
RG8, RG9, RG144 |
9.1 |
5.9 |
The assembly process is carried out in 5 steps shown in the table and explained with the help of diagrams.
 |
First, the cable is cut to dimension mentioned as 'a' and 'c'. Next, the nut, washer and gasket with its V groove facing the open end of the cable, are inserted over the cable. |
 |
The braid folds are straightened out (by combing) and placed over the insulator covering it completely. It is done in such a manner, so that the bare center conductor is exposed to a length specified by 'c' dimension. |
 |
The braid wires are pulled and tapered towards the center conductor in such a way that the clamp can slide over them easily. The clamp is pushed back over the braid, against the cable jacket. |
 |
The braid wires are folded back over the clamp, partially covering it as shown in the figure. Excess braid wires are trimmed to give it a well-rounded appearance. Next, the contact is slid over the center conductor (after tinning the center conductor) and soldered to it through the solder hole. |
 |
Next, entire the cable body is inserted into the connector body after ensuring that the sharp edge of the clamp sits properly in gasket. Now, the connector body covers the entire cable body. The nut is tightened to hold the cable body firmly to the connector body. |
This completes the assembly procedure for the clamp type N plug cable assembly. In this article we have tried to show through an example of N plug, how a cable assembly is formed, and in no way representative of all the methods and techniques available in the industry today. In this respect, the discussion is to be treated as a general guide to cable assembly.
Jigs and fixtures are essential components in cable assemblies. It acts as an enabler and means for faster, efficient and time saving cable assembly processes. A jig and fixture manufacturer plays an important role in custom and standard cable assemblies. They are involved in the conceptual and prototype designs of the cable assembly. There are many capabilities that a jig and fixture manufacturer has such as die forging, extrusion, tooling, jigs/fixtures, progressive dies, rotary die, sheet metal forming dies, and welding fixtures.
|
Name |
Website |
Location |
Description |
|
APEX Machine Tool Company |
www.apexmachinetool.com |
Farmington, Connecticut, USA |
Apex specializes in designing and manufacturing complex precision gages, fixtures, precision tools, composite moulds, close tolerance parts and other precision machined components in all materials. Its capabilities include: die Forging; Extrusion; Jigs / Fixtures; Sheet Metal Forming Dies; Welding Fixtures. Services: CAD/CAM Support; Design Assistance; Initial Tool Tryout; Production Facilities; Prototyping; Repair / Maintenance Industries: Aerospace; Electrical / Electronics; Industrial; Marine; Medical; Military; Optical; Packaging Equipment; Semiconductor |
|
BesTech Tool Corporation |
www.bestechtool.com |
West Bend, Wisconsin, USA |
BesTech designs & builds metal stamping tooling, tooling including prototypes, gauges, progressive & transfer. Capabilities: Die Forging; Extrusion; Jigs / Fixtures; Progressive Die; Sheet Metal Forming Dies; Welding Fixtures; Services: CAD/CAM Support; Design Assistance; Initial Tool Tryout; Production Facilities; Prototyping; Repair / Maintenance
Industry: Aerospace; Automotive; Electrical / Electronics; Food Processing; Industrial; Marine; Medical; Military; Packaging Equipment. ISO 9000 Compliant.
|
|
Competitive Engineering, Inc. |
www.ceiglobal.com |
Tucson, Arizona, USA |
Specializes in precision-machined parts. Capabilities: Jigs / Fixtures; Sheet Metal Forming Dies;
Services: CAD/CAM Support; Design Assistance; Initial Tool Tryout; Production Facilities; Prototyping; Repair / Maintenance. AS 9100; ISO 9001:2000; MIL-SPEC
|
|
Interplex Industries, Inc. |
www.interplex.com |
College Point, New York, USA |
Manufacturer of small precision parts and assemblies. Capabilities: Jigs / Fixtures; Progressive Die
Services Design Assistance; Initial Tool Tryout; Production Facilities; Repair / Maintenance
Industry: Automotive; Electrical / Electronics; Medical; Optical
|
|
Kwalyti Tooling & Machinery Rebuilding, Inc. |
www.kwalyti.com |
Batavia,
Illinois, USA |
Kwalyti Tooling serves the packaging machinery industry including machine parts, tooling, and repair. Capabilities: Die Forging; Extrusion; Four slide Tooling; Jigs / Fixtures; Welding Fixtures; Services: CAD/CAM Support; Design Assistance; Initial Tool Tryout; Production Facilities; Prototyping; Repair / Maintenance; Testing and Installation
Industry: Packaging Equipment
|
|
Pride Manufacturing, Inc. |
www.pridemfgkc.com |
Liberty, Missouri,
USA |
Specializes in tool steels, dies and hardened component pieces. Capabilities: Jigs / Fixtures; Sheet Metal Forming Dies; Welding Fixtures; Services: CAD/CAM Support; Design Assistance; Prototyping; Industry: Aerospace; Automotive; Electrical / Electronics; Food Processing; Industrial; Marine; Medical; Military; Optical; Packaging Equipment; Pharmaceutical; Semiconductor. ISO 9001-2000 Compliant. |
|
PSM Industries |
www.psmindustries.com |
Los Angeles, California, USA |
Manufacturer of materials for extreme wear applications including fully dense tool steels, Tungsten and Steel Bonded Titanium Carbides. Capabilities: Jigs / Fixtures; Extrusion and Drawing Dies
Services CAD/CAM Support; Design Assistance
Industry: Aerospace; Automotive; Electrical / Electronics; Food Processing; Industrial; Marine; Medical; Military
|
|
Rockford Toolcraft, Inc. |
www.rockfordtoolcraft.com |
Rockford, Illinois,
USA |
Specializes in designing and building metal stamping dies. Capabilities: Jigs / Fixtures; Progressive Die; Rotary Die; Sheet Metal Forming Dies; Welding Fixtures; Services: CAD/CAM Support; Design Assistance; Initial Tool Tryout; Production Facilities; Prototyping; Industry: Automotive; Electrical / Electronics; Industrial; Heavy Truck and Agriculture. TS 16949; ISO-TS 16949:2009, ISO 9001:2008 certified. |
|
South Bend Form Tool Co., Inc. |
www.sbform.com |
South Bend, Indiana,
USA |
Custom Manufacturer of Tools and Dies. General Contract Machining and Tooling Services. Capabilities: Jigs / Fixtures; Welding Fixtures
Services CAD/CAM Support; Prototyping; Repair / Maintenance
Industry: Aerospace; Automotive; Electrical / Electronics; Food Processing; Industrial; Marine; Medical; Military; Optical; Packaging Equipment; Pharmaceutical; Semiconductor. ISO 9001:2000 compliant.
|














